 English
English 日本語
日本語





ファスナー技
術とソリュー
ション .
-
![炭素鋼ストライクアンカー]()

Model:
-
![ステンレス製ストライクアンカー]()
Model:
-
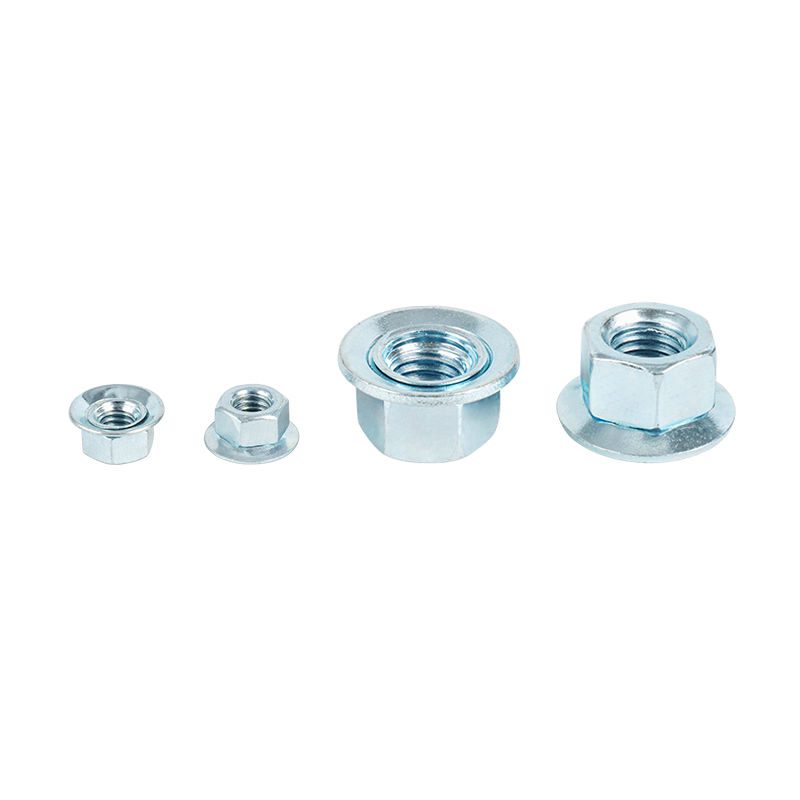
![炭素鋼製六角ワッシャーナット]()
Model:
-
![ステンレス鋼製六角ワッシャーナット]()
Model:
-
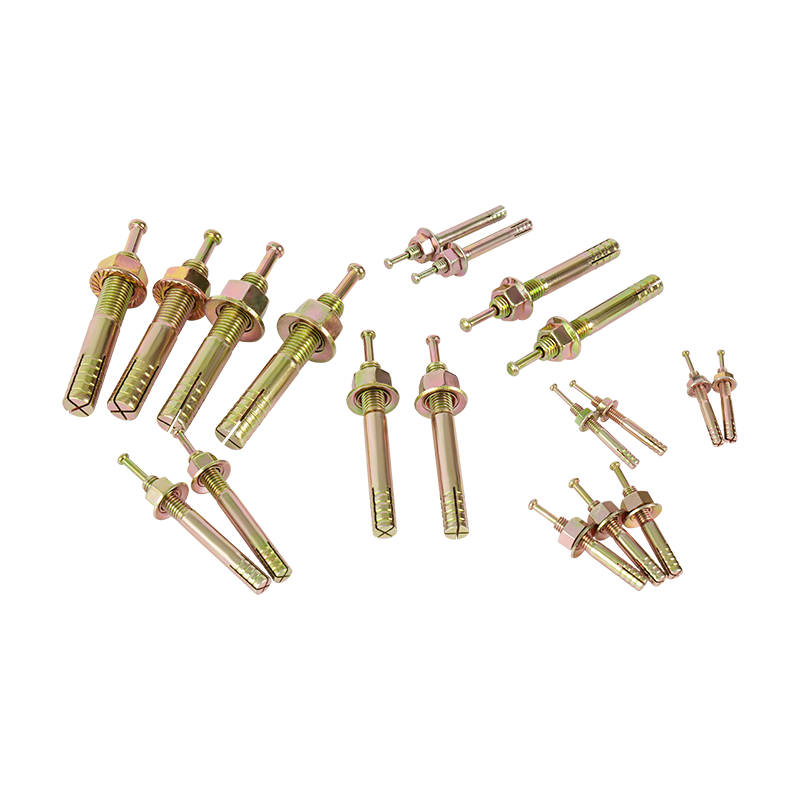
![ヒットアンカー(タイプT、Y)]()
Model:
-
![カットアンカー]()
Model:
-
![非標準部品]()
Model:

